
Circlip Comparison: A Technical Guide to Retaining Ring Selection
The assumption that a standard carbon steel circlip is a universal solution for every shaft or bore assembly is a common oversight that leads to premature component failure. In many UK manufacturing environments, engineers face the challenge of selecting between DIN 471 external and DIN 472 internal rings while balancing specific axial load requirements. You likely recognize that a minor miscalculation in groove depth or material tensile strength can compromise the integrity of an entire mechanical system. Relying on a generic component often results in unnecessary downtime when a specialized alloy was required.
This technical guide provides a rigorous comparison of retaining ring types, material specifications, and the critical differences between metric and imperial standards. You'll learn to identify the correct component for high-stress applications and understand why specialized stainless steel grades are often necessary for corrosive environments. We provide a detailed breakdown of DIN standards and explain how our SpringXpert Ltd facility in the UK manufactures bespoke sizes to meet precise industrial tolerances. By the end of this article, you'll have the data required to optimize your assembly and source reliable, British-manufactured components for any industrial application.
Key Takeaways
- Identify the critical functional differences between internal and external circlip types to ensure correct axial retention and ring security under centrifugal loads.
- Select specialist fasteners such as E-clips (DIN 6799) or Crescent Rings for applications where standard axial access is blocked or radial clearance is constrained.
- Compare the tensile strength and corrosion resistance of carbon spring steel against stainless steel grades 302, 316, and 420 to prevent premature component failure.
- Understand the role of phosphate and oil finishes in protecting components during storage and initial installation within harsh UK industrial environments.
- Ensure full DIN compliance and manufacturing precision by sourcing components from a UK-based partner with established engineering heritage in Redditch.
Understanding Circlips: The Foundation of Axial Retention
A circlip is a precision-engineered, semi-flexible fastener designed to be snapped into a pre-machined groove on a shaft or inside a bore. Its primary mechanical function is to provide a rigid shoulder that prevents axial movement of components, such as bearings, gears, or pulleys. This Retaining ring overview highlights how these components serve as a lighter, more cost-effective alternative to threaded fasteners or heavy collars. In UK manufacturing facilities, where machinery footprint is often a critical constraint, the use of a circlip allows for shorter shafts and smaller housing diameters without sacrificing structural integrity.
Engineers at SpringXpert Ltd apply an Xpert methodology to fastener selection, focusing on the specific dynamics of the industrial application. High-speed assemblies generate significant centrifugal forces that can cause a standard ring to expand and lose its grip. By calculating the exact tolerances required for the groove and the ring's radial tension, we ensure that the fastener remains seated under extreme operational stress. This level of technical scrutiny is essential for maintaining the reliability of British industrial equipment, where downtime can cost a facility thousands of pounds per hour.
The Mechanics of Seating
The security of a retaining ring depends entirely on the geometry of the machined groove. If the groove depth is insufficient, the ring won't achieve its full load-bearing capacity; if it's too deep, the shaft's structural integrity may be compromised. During installation, the lugs and eyelets allow a technician to use specialized pliers to tension the ring. High-quality spring steel is used to ensure the component returns to its original diameter without taking a permanent "set." This elastic recovery is what maintains the constant pressure required for a secure fit in high-vibration environments.
Circlips vs. Other Retaining Methods
Compared to traditional cotter pins or split pins, circlips offer superior space efficiency and a cleaner aesthetic. They don't require the drilling of through-holes, which can weaken a shaft by up to 15% in high-torque applications. In high-speed rotating assemblies, the balanced design of a circlip reduces vibration and maintains axial positioning more effectively than asymmetrical pins. While they share some metallurgical properties with compression springs, their mechanical intent is fundamentally different. A spring is designed to store and release energy through deflection, whereas a retaining ring is engineered to remain static and resist displacement under load. This distinction is vital when designing systems that require absolute positional accuracy.
Internal vs. External Circlips: A Comparative Analysis
The fundamental distinction between internal and external circlips lies in their mounting interface and the direction of the radial force they exert. An internal circlip is designed for bore-mounted applications, where it fits into a machined housing to retain components like bearings. Conversely, an external circlip is shaft-mounted, securing parts such as gears or pulleys. You can identify them visually by the placement of the eyelets; internal rings have eyelets pointing inward to allow for compression during installation, while external rings feature eyelets pointing outward to facilitate expansion.
Selecting the correct size requires an understanding of "nominal size." This value corresponds to the diameter of the shaft or bore, not the actual free diameter of the ring itself. For instance, a 25mm external ring will have a smaller internal diameter than 25mm to ensure it grips the shaft tightly. Centrifugal force significantly impacts these components in high-speed applications. While internal rings are pushed more firmly into their grooves by rotation, external rings can expand and lose contact with the groove base if the rotational speed exceeds the ring's design limits. Detailed calculations for these stresses are often found in technical resources like the Engineering Design Handbook, which provides a basis for determining safe operating speeds and material limits.
External Circlips (DIN 471)
DIN 471 defines the specifications for external retaining rings used on shafts. These components must exert a constant inward radial force to remain seated under axial load. They're ubiquitous in UK automotive and aerospace manufacturing for securing rotating elements. If your assembly experiences high thrust loads, a standard DIN 471 ring may be insufficient. In these cases, heavy-duty variants with increased thickness are required to prevent groove deformation. Proper selection ensures the ring doesn't "dish" or fail when subjected to sudden axial shocks.
Internal Circlips (DIN 472)
DIN 472 governs the standards for internal retaining rings fitted within a housing or bore. These rings require an outward radial force to lock into the groove. They're essential for retaining bearings inside motor housings or hydraulic cylinders. Because the ring's ears point inward, they don't interfere with the internal clearance of the bore. For complex assemblies where standard dimensions don't suffice, you can consult a UK specialist at SpringXpert Ltd for bespoke manufacturing and technical guidance on load capacities.
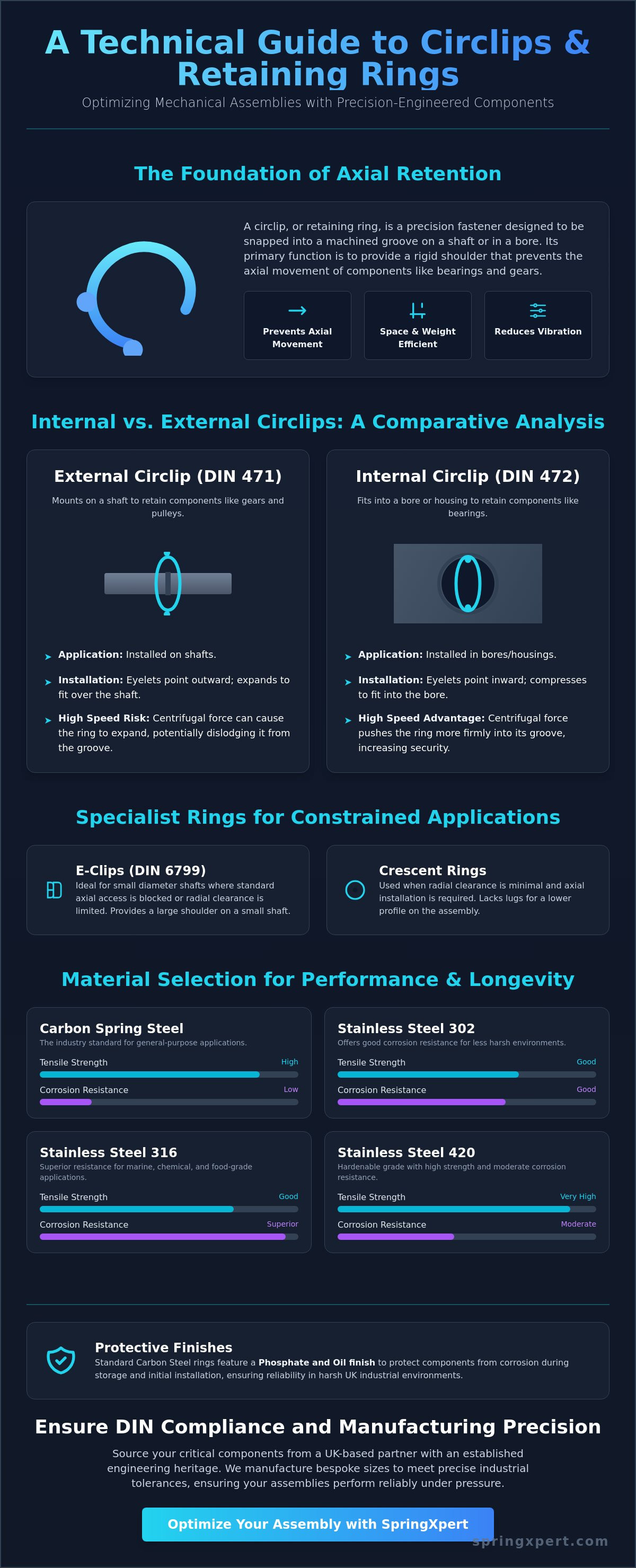
Specialist Retaining Rings: Beyond the Standard DIN
Standard axial installation isn't always feasible in complex mechanical designs. When a shaft is already integrated into a housing, a technician cannot slide a standard circlip along its length to reach the machined groove. In these scenarios, radial application is the only viable solution. E-clips, governed by DIN 6799, are the primary choice for such constraints. They're pushed directly onto the shaft groove from the side, bypassing the need for axial clearance. This makes them indispensable for assemblies where the shaft ends are inaccessible or blocked by other components.
Crescent rings and snap rings serve critical roles in low-clearance environments. Unlike standard rings with protruding lugs, crescent rings maintain a uniform radial width. This lower profile is vital in compact gearbox designs where every millimetre of clearance is accounted for. For permanent installations where maintenance isn't anticipated, snap rings without eyelets are often specified. However, for systems requiring regular service, removable rings with eyelets remain the industrial standard. These allow a technician to perform inspections every 2,500 operating hours without damaging the housing or the shaft during extraction.
Increased Abutment rings, specifically DIN 983 for shafts and DIN 984 for bores, feature additional lugs distributed around their circumference. These provide a significantly higher load-bearing shoulder. This design is essential when the retained component, such as a large gear, has a significant corner radius or chamfer. The extra lugs ensure the ring doesn't "dish" or get pushed out of the groove under high thrust loads, maintaining the structural integrity of the assembly under 15% more axial force than standard variants.
E-Clips and Radial Application
In the UK medical sector, where precision instruments utilize small-diameter shafts from 1mm to 25mm, E-clips are the preferred fastener. Their three-prong design provides a wider retaining shoulder relative to the shaft diameter. Unlike standard rings, they don't require pliers; instead, a specialized E-clip applicator is used. This tool allows a technician in a sterile manufacturing environment to snap the clip into place with a single, controlled motion. This precision prevents component marring and ensures the fastener is seated with 100% accuracy every time.
Heavy Duty and Inverted Lug Variants
High-impact construction machinery often subjects fasteners to extreme shock loads. For these applications, heavy-duty rings with increased thickness are specified to resist deformation and groove shear. Conversely, assemblies with tight radial clearance benefit from inverted lug variants. These rings feature eyelets that point toward the centre for external rings, or away for internal ones, ensuring the lugs don't interfere with adjacent moving parts. In complex mechanical systems, these fasteners often work alongside extension springs to maintain tension across moving linkages. Balancing these forces requires precise engineering to ensure the retaining ring remains seated despite the dynamic pull of the spring.
Material Specifications and Environmental Resistance
Material selection determines the functional lifecycle of a circlip. While geometric fit is critical, metallurgical properties dictate how the ring performs under dynamic stress and environmental exposure. Carbon spring steel is the industrial standard due to its high tensile strength, which typically ranges from 1,200 to 2,000 N/mm² depending on the component diameter. This strength is vital to prevent "dishing," a failure mode where the ring deforms into a conical shape under heavy axial thrust. In UK heavy manufacturing or recycling plants, where machinery often operates at temperatures exceeding 100°C, material stability is essential to maintain radial tension and prevent the fastener from becoming loose in its groove.
Environmental factors in British industry, such as high humidity or exposure to industrial chemicals, require specific surface treatments or alloy upgrades. Standard carbon steel rings often receive a phosphate and oil finish to provide a baseline level of protection. This treatment creates a porous surface that retains protective lubricants, offering resistance for up to 72 hours in standard salt spray testing. If an application involves frequent wash-downs or outdoor exposure, the choice of material must shift toward stainless steel to avoid rapid oxidation and subsequent mechanical failure.
Carbon Steel and Surface Treatments
Carbon steel components are highly cost-effective for indoor, lubricated machinery. For industrial-grade fasteners, a hardness rating between 44 and 54 HRC is standard to ensure the ring remains elastic yet resilient. However, engineers must be cautious with zinc plating or other electrolytic finishes. These processes introduce a significant risk of hydrogen embrittlement, which can cause the fastener to snap unexpectedly under load. To mitigate this, plated rings require a de-embrittlement baking process within 4 hours of plating to drive out trapped hydrogen and restore the steel's structural integrity.
Stainless Steel for Harsh Environments
When an application involves exposure to corrosive chemicals or marine environments, upgrading to stainless steel is necessary. Grade 302 or 304 stainless provides excellent general resistance but lacks the peak hardness of carbon steel. For UK chemical processing plants, Grade 316 is often specified due to its molybdenum content, which resists pitting from chlorides. It's also non-magnetic, making it suitable for sensitive electronic or medical assemblies where magnetic interference must be avoided. Grade 420 stainless steel provides the optimal balance of high hardness and reliable corrosion resistance for demanding mechanical applications. Choosing the wrong alloy leads to rapid failure in aggressive environments, so you should request a material consultation to ensure your retaining rings meet the specific chemical and thermal demands of your facility.
Sourcing Quality: The SpringXpert Ltd Advantage in UK Manufacturing
Sourcing from a manufacturer with 20+ years of British engineering heritage ensures that components meet more than just basic dimensional requirements. At our Redditch facility, our staff of experienced British engineers oversees the entire production lifecycle of every circlip, ensuring strict adherence to DIN 471 and 472 standards. This domestic oversight by SpringXpert Ltd eliminates the quality variance often found in imported fasteners. Quality control protocols involve rigorous tensile testing and hardness verification to guarantee that each batch performs according to its technical specification. By maintaining a localized production chain, we provide the transparency and accountability required for high-stakes B2B industrial applications.
Transitioning from standard stock to bespoke design is often necessary when dealing with unique shaft geometries or non-standard axial loads. While standard fasteners cover 85% of industrial needs, specialized machinery frequently requires a tailored approach to prevent component migration. Our engineering team collaborates directly with your technical staff to define the exact tolerances and material properties required for your specific environment. This partnership moves beyond simple supply, positioning SpringXpert Ltd as an active engineering partner capable of solving complex retention challenges.
Bespoke Engineering and Prototyping
Designing a non-standard retaining ring requires more than just scaling an existing template. When an assembly involves a custom wire form or unique shaft geometry, standard catalog items often fail to provide the necessary axial retention. Our CAD-led design process allows us to prototype bespoke solutions that integrate perfectly with your specific industrial requirements. Technical consultancy is a core part of this service; our engineers analyze your load-bearing data to recommend the optimal alloy and heat treatment for high-stress environments. This ensures the final prototype transitions seamlessly into full-scale production without geometric errors.
Reliability in the UK Supply Chain
Reliability in the UK supply chain is maintained by our domestic workforce who manage every stage of manufacturing within our local facility. In a typical UK industrial setting, sudden project shifts require immediate access to high-quality components. Bulk ordering from a domestic stockist allows your facility to avoid the 6-week to 8-week delays often associated with international shipping. This proximity facilitates a more agile production process and reduces the risk of assembly line stoppages. Beyond retaining rings, we invite you to view our full range of die springs and other high-load fasteners. We encourage technical collaboration to ensure your mechanical assemblies achieve maximum durability and performance through precision engineering.
Optimising Your Industrial Fastening Strategy
Precision in axial retention is the difference between a stable assembly and a costly mechanical failure. You've seen how identifying the correct circlip involves more than matching a diameter; it requires a detailed analysis of centrifugal loads and environmental exposure. Whether you're implementing standard DIN rings or deploying specialised variants for radial access, the integrity of your shaft or bore relies on the metallurgical quality of the fastener. Selecting the right material, such as the 420-grade stainless steel discussed earlier, ensures your assembly withstands the aggressive conditions found in UK manufacturing plants.
SpringXpert Ltd maintains over 20,000 standard products in stock to ensure your facility avoids supply chain disruptions. Our UK-based manufacturing facility operates under ISO 9001 quality standards, providing the technical reliability required for complex B2B projects. If your application demands a non-standard solution, our engineers provide expert technical consultancy for custom engineering requirements. We invite you to explore our full range of industrial circlips or request a bespoke quote to secure your next project. We're ready to assist with your technical specifications and manufacturing needs.
Frequently Asked Questions
How do I measure a circlip to find the correct replacement size?
Measure the nominal diameter of the shaft or bore rather than the fastener itself. A replacement circlip is identified by the size of the component it secures. For an external shaft of 25mm, you require a 25mm ring, even though its uninstalled internal diameter is approximately 23.2mm to ensure a tight grip. Using callipers to measure the ring's free state often leads to incorrect ordering and a loose fit.
What is the difference between DIN 471 and DIN 472?
DIN 471 specifies external retaining rings for shafts, while DIN 472 governs internal rings for bores. The primary difference lies in the direction of the radial force and the lug orientation. DIN 471 rings have lugs pointing outward for expansion onto a shaft. DIN 472 rings feature lugs pointing inward, allowing them to be compressed for insertion into a housing, motor, or cylinder.
Can I reuse a circlip after it has been removed from a shaft?
Reusing these fasteners is not recommended for critical industrial applications. During removal, the material is often stretched beyond its elastic limit, leading to a permanent "set" that reduces radial tension. A fastener that's lost even 5% of its original grip strength is significantly more likely to vibrate loose or fail under axial load. Always install a new component to ensure the assembly maintains its designed safety factor.
What tools are required for the safe installation of large industrial circlips?
Safe installation requires dedicated internal or external pliers that match the eyelet diameter of the ring. For large industrial circlip sizes exceeding 100mm, ratchet-style pliers are necessary to provide the mechanical advantage needed to overcome high spring constants. These tools prevent the ring from springing back unexpectedly, which protects the technician and prevents damage to the machined surfaces of the shaft or bore housing.
Why do circlips fail, and how can I prevent dishing or popping?
Most failures result from "dishing," where the ring deforms under thrust, or "popping," where it exits the groove entirely. This is often caused by rounded groove edges or excessive clearance between the ring and the retained part. You can prevent this by maintaining a maximum groove corner radius of 0.1mm and ensuring the retained component has a flat abutment surface to distribute axial forces evenly across the ring.
Are there imperial equivalents for metric DIN circlips?
Imperial equivalents exist under the BS 3673 standard, but they're not interchangeable with metric DIN components. An imperial 1-inch ring is 25.4mm, which won't seat correctly in a 25mm DIN groove. Attempting to mix these standards results in a 15% reduction in load capacity at best and total assembly failure at worst. Always match the fastener standard to the original equipment manufacturer's groove specifications to ensure security.
What material is best for circlips used in the food and medical industries?
Grade 316 stainless steel is the industrial standard for food and medical environments. This alloy contains 2% to 3% molybdenum, providing essential resistance to the aggressive phosphoric or citric acid cleaners used in UK food processing plants. It's also non-magnetic. This property is vital for medical assemblies used near MRI machines where magnetic carbon steel would cause dangerous interference or unexpected component displacement during operation.
How does groove geometry affect the load capacity of a retaining ring?
Groove depth directly dictates the maximum axial load the assembly can withstand. A groove that meets only 90% of the specified depth can reduce the ring's thrust capacity by up to 25%. Additionally, the parallel nature of the groove walls is critical. If the walls are tapered by more than 0.5 degrees, the ring will experience a wedging effect that encourages it to climb out of the groove under load.