
Die Springs: The Engineer's Buying Guide to High-Load Industrial Springs
Selecting a die spring based on colour alone is the primary cause of premature tool failure in UK press shops. You understand that even a minor calculation error in load-to-travel ratios leads to costly production halts and damaged tooling. It's a frustration shared by many engineers who struggle with inconsistent quality from non-UK suppliers. This guide provides the technical expertise needed to master the ISO 10243:2019 specifications for die springs, ensuring your heavy-duty applications achieve maximum service life.
We'll examine the precise performance limits of chrome-vanadium 50CrV4 alloys and explain how to secure a reliable UK engineering partner for your bespoke requirements. By the end of this article, you'll know exactly how to balance load capacity with fatigue life to reduce your maintenance frequency by up to 30% in high-cycle environments. We cover everything from heat resistance at 240°C to the specific tolerances required for precision manufacturing in the British industrial sector. This structured approach allows you to move beyond trial and error, replacing it with the certainty of SpringXpert Ltd engineering standards.
Key Takeaways
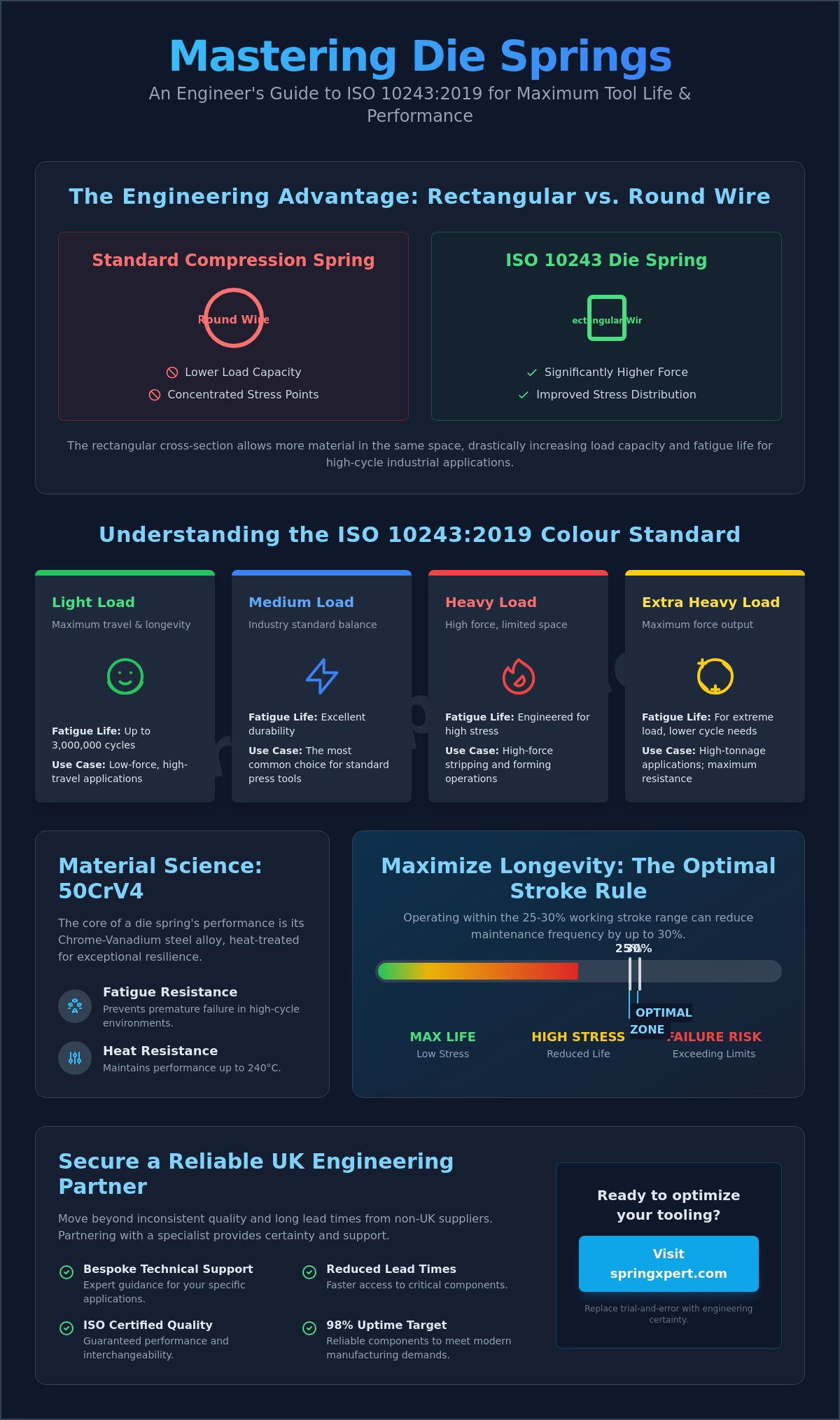
- Learn why the rectangular wire cross-section of die springs provides significantly higher force capacity than standard round wire components.
- Identify the specific ISO 10243:2019 colour codes to ensure correct load rating and interchangeability within your tool sets.
- Understand how chrome-vanadium alloys and specialized heat treatments prevent premature fatigue failure in high-cycle environments.
- Master the load-to-travel calculations required to maintain an optimal 25-30% working stroke for maximum component longevity.
- Discover the operational benefits of partnering with a UK-based specialist to secure bespoke technical support and reduced lead times.
What are Die Springs and How Do They Differ from Standard Components?
Die springs are high-force compression components engineered specifically for die sets, heavy machinery, and high-stress industrial applications. While they share a basic functional lineage with standard coils, their design architecture is fundamentally different to withstand the rigours of 24-hour manufacturing cycles. In UK press shops, these components provide the critical force required to return the die to its open position or to hold workpieces in place during high-velocity forming operations. Understanding how springs work at this level requires a focus on material density and fatigue resistance. Unlike general-purpose hardware, die springs are manufactured to meet the ISO 10243:2019 standard, which ensures dimensional consistency and load-rating reliability across the British market. This standard dictates the precise physical dimensions and colour-coded load categories that allow for seamless interchangeability between different manufacturers.
The Mechanical Purpose of a Die Spring
The primary role of these springs is to provide consistent stripping pressure in metal stamping and plastic injection moulding. In these environments, the spring must overcome the vacuum or friction forces created during the forming process. Because industrial presses often have limited space, these components must manage extreme loads within a restricted spatial envelope. While standard compression springs are suitable for lower-load scenarios, they don't have the structural integrity required for the rapid, high-frequency compression cycles found in heavy-duty tooling. This makes the specialist design of a die spring essential for preventing downtime in UK factories, where even a single hour of lost production can cost thousands of pounds.
Rectangular Wire Geometry: The Engineering Advantage
The most significant technical distinction lies in the wire geometry. Standard springs typically use round wire, but die springs utilise a rectangular wire cross-section. This engineering choice is deliberate. Rectangular wire allows for a greater volume of material within the same outer diameter and solid height. By increasing the cross-sectional area, the spring can support significantly higher loads without requiring a larger footprint. This geometry also improves stress distribution across the coil. When compressed, the flat surfaces of the rectangular wire minimise the peak stress points that often lead to fracture in round-wire alternatives. Utilising high-tensile 50CrV4 chrome-vanadium steel ensures the component maintains its spring rate even after millions of cycles. This results in superior energy storage capabilities and a longer fatigue life, which is a critical factor for maintaining the 98% uptime targets common in modern British manufacturing.
Understanding the ISO 10243 Colour Coding Standard
ISO 10243:2019 defines the visual identification system for die springs. This protocol isn't a matter of aesthetics; it's a technical safeguard against assembly errors. In a high-pressure UK production environment, installing the wrong load class can cause immediate tool fracture or expensive downtime. Adhering to the ISO 10243 colour-coding ensures that any engineer can replace a component with total confidence in its load-to-travel ratio. This standardisation is vital for maintaining 100% interchangeability across different suppliers within the British manufacturing sector.
The Four Primary Load Classes Explained
The ISO hierarchy organises springs by their force-to-deflection characteristics. Each colour represents a specific load range that dictates how the spring will behave under pressure.
- Green (Light Load): Best for applications requiring maximum travel. These springs provide the longest fatigue life, often reaching 3,000,000 cycles under optimal conditions.
- Blue (Medium Load): The most common specification in UK industry. It offers a reliable balance of force and durability for standard press tools.
- Red (Heavy Load): Engineered for high-force stripping or forming. These are used when space is limited but resistance requirements are high.
- Yellow (Extra Heavy Load): The highest force rating within the standard ISO range. These are reserved for high-tonnage applications where deflection is strictly controlled.
Beyond the Standard: Specialised Load Ranges
Some complex engineering tasks require forces that exceed the standard four-colour system. In these cases, Silver (Extra-Extra Heavy) and Bronze (Hyper Heavy) options are available. These specialised ranges allow for extreme force density, though they require meticulous calculation of working strokes to avoid premature failure. If your project demands even higher load concentrations in a shorter axial space, it's worth comparing these with disc springs. These alternatives can be stacked to achieve bespoke force profiles that die springs cannot match. For assistance with complex load-to-travel calculations, you may contact our team for a technical consultation to ensure your selection meets the necessary safety margins.
Material Science and Manufacturing Standards for Die Springs
High-performance die springs rely on the precise interaction between advanced metallurgy and controlled manufacturing processes. To meet the demands of British heavy industry, we utilise high-tensile chrome-vanadium (CrV) alloys, specifically 50CrV4. This material choice is foundational because it provides the necessary tensile strength to withstand rapid compression cycles without losing structural integrity. Unlike standard carbon steels, CrV alloys maintain their physical properties under the intense thermal and mechanical stresses found in 24-hour production environments. The manufacturing sequence involves rigorous heat treatment to achieve a specific balance of hardness and ductility, preventing the spring from becoming brittle under load.
Shot peening is a non-negotiable stage in our production cycle for extending component life. This process involves bombarding the spring surface with spherical media to introduce compressive residual stress. It effectively neutralises the tensile stresses that lead to fatigue cracks. In high-cycle applications, shot-peened die springs can achieve a service life that is 50% longer than non-treated alternatives. For operations in harsh or corrosive environments, we provide standard epoxy powder coatings or bespoke plating options. These finishes protect the alloy from oxidation and chemical exposure, ensuring the spring's rate remains constant throughout its operational life.
Stress Distribution in Rectangular Wire
When rectangular wire is wound into a coil, the material geometry changes. The inner radius of the wire thickens while the outer radius thins, creating a trapezoidal cross-section. This specific shape is engineered to ensure that stress is distributed uniformly across the entire coil during compression. By managing this trapezoidal transition, engineers can maximise the material volume within a compact diameter. Accurate calculation of the solid height is essential to avoid coil-bound failure, where the coils make physical contact and cause immediate tool damage. Chrome-vanadium alloy is the gold standard for UK die springs due to its exceptional resistance to heat-induced relaxation at temperatures up to 240°C.
Quality Assurance in the UK Industrial Sector
Reliability in precision manufacturing requires strict adherence to ISO 9001 standards. This certification framework ensures that every production batch meets the required dimensional tolerances and load accuracies. We conduct systematic batch testing to verify that each component performs within its specified parameters. This data-driven approach eliminates the variability often found in non-UK supply chains. SpringXpert Ltd maintains these rigorous quality protocols across 20,000+ standard product lines to ensure total consistency for our engineering partners. This level of oversight guarantees that a replacement spring will deliver the exact same performance as the original component, maintaining your production schedule without the need for manual tool adjustments.
Engineering Checklist: How to Specify the Correct Die Spring
Specifying die springs requires a systematic approach to balance force requirements with operational longevity. It's not enough to simply match the physical dimensions of a failed component. Instead, you must calculate the precise relationship between initial tension, working stroke, and total travel. For most UK industrial applications, operating a spring at 25% to 30% of its total available travel is the benchmark for achieving maximum fatigue life. Exceeding these parameters leads to rapid stress accumulation and premature failure. You must also consider the environmental variables of your workshop. While chrome-vanadium alloys are resilient, consistent exposure to temperatures above 200°C or corrosive cutting fluids requires specific plating or material adjustments to maintain the spring rate.
The 5-Step Selection Framework
Follow this structured process to ensure your tooling remains operational and efficient:
- Step 1: Define the required force. Determine the exact stripping or forming pressure needed at the end of the stroke.
- Step 2: Measure the available space. Confirm the hole diameter (Dh) and the rod diameter (Dd) to ensure the spring fits without friction.
- Step 3: Calculate the working stroke. Ensure the required travel fits within the safe operating range of the selected spring.
- Step 4: Select the load class. Use the ISO 10243 colour system to pick a class that meets your force needs while providing the desired life cycles, typically 1.5 million or more.
- Step 5: Verify the solid height. Compare the compressed length to the available space to prevent the spring from bottoming out, which causes catastrophic tool damage.
Preventing Premature Die Spring Failure
The most frequent cause of failure in UK press tools is over-compression. When a spring is forced beyond its rated travel, it undergoes permanent set, losing its ability to return to its original free length. Misalignment is another critical factor. Without proper internal guide rods, die springs can buckle or experience uneven wear on the coils. This lack of lateral stability is a key differentiator when compared to extension springs, which are designed to pull loads and are less susceptible to buckling but offer different force profiles. To ensure your calculations are accurate for your specific machinery, you can request a technical review from our engineering team to validate your specifications before ordering.
Why Partner with a Specialist UK Die Spring Manufacturer?
Partnering with a domestic specialist eliminates the logistical uncertainties associated with international freight. When you source die springs from a UK manufacturer, you gain immediate access to technical expertise that understands the specific demands of British press shops. We maintain extensive UK-held stock to support just-in-time manufacturing requirements, allowing for national delivery within 24 to 48 hours. This proximity reduces supply chain risk and ensures that production lines don't remain idle while waiting for components to clear customs. SpringXpert Ltd operates as an active engineering partner, providing the technical data and performance evidence needed to make informed procurement decisions. Our commitment to technical authority ensures that every component meets the rigorous standards expected in the UK industrial sector.
Bespoke Engineering and Prototyping
Standard ISO components don't always meet the requirements of highly specialised tooling or unique load profiles. Our facility houses advanced CNC winding technology operated by experienced British technicians who specialise in precision spring geometry. In our workshop, you'll find master technicians meticulously calibrating machines to achieve tolerances that exceed industry averages. This environment allows for the rapid development of bespoke prototypes designed for non-standard loads or restricted envelopes. By collaborating directly with your tool designers, we ensure that every custom-engineered solution integrates perfectly with your existing machinery. This hands-on approach replaces the guesswork of generic catalogues with calculated engineering certainty, allowing for the creation of components that are specifically tuned to your production environment.
Sustainability and Longevity in British Industry
Investing in high-quality components is a core tenet of industrial sustainability and operational efficiency. Durable die springs reduce the frequency of tool maintenance and lower the volume of industrial waste generated by component failure. When a spring exceeds its expected fatigue life through superior material integrity, it significantly reduces the energy consumption and carbon footprint associated with manufacturing replacements. Our identity is built on 20 years of experience within the UK mechanical sector, focusing on the physical reality of product performance rather than superficial marketing claims. We prioritise precision and reliability to help your business achieve its efficiency targets and maintain a competitive edge. For tailored advice on your next project, Consult with our engineering team for your die spring specifications to secure a robust and reliable solution that meets your exact technical requirements.
Optimising Your Tooling Performance for the Long Term
Precision in engineering is the difference between seamless production and expensive tool failure. By adhering to the ISO 10243:2019 standards and maintaining a strict 25% to 30% working stroke, you've already mitigated the most common causes of industrial downtime. The selection of high-grade 50CrV4 alloys ensures your die springs withstand the thermal and mechanical stresses of high-tonnage UK press operations. Reliability isn't just about the component; it's about the technical depth of your supply chain.
SpringXpert Ltd supports British industry with over 20,000 standard products in stock and 20 years of specialist engineering expertise. Our ISO 9001 certified manufacturing process guarantees that every batch meets the exact tolerances required for your bespoke die sets. Whether you're designing for 1.5 million cycles or need a custom force profile, our technical team is ready to assist. You can Request a Technical Consultation for Your Die Spring Requirements to ensure your specifications align with maximum component longevity. We look forward to helping you secure a more stable and efficient production environment.
Frequently Asked Questions
How do I calculate the life expectancy of a die spring?
Life expectancy is determined by comparing the actual working deflection against the total available travel. Operating at 25% of the total travel typically ensures a service life exceeding 3,000,000 cycles. If the stroke is increased to 40%, the expected life reduces significantly to approximately 100,000 cycles. These calculations assume the component is used with a proper guide rod and remains within standard temperature tolerances.
Can I use die springs for applications other than die sets?
You can utilise die springs in any high-load environment where space is restricted. While they're standard in press tools, they're also specified for heavy-duty clutches, vehicle braking systems, and industrial valve actuators. Their ability to provide high force in a compact axial footprint makes them superior to standard coils in many mechanical assemblies.
What happens if I exceed the maximum recommended travel of a die spring?
Exceeding the rated travel causes the spring to take a permanent set, meaning it won't return to its original free length. This results in a loss of stripping pressure and increases the risk of fatigue cracks. If the spring reaches its solid height, the resulting impact can cause catastrophic damage to the tool set and the press ram.
Are die springs compatible across different manufacturers if they follow ISO 10243?
ISO 10243 ensures that components are dimensionally and functionally interchangeable across different suppliers. This standardisation means the hole diameter, rod diameter, and load-to-deflection rates are consistent. UK engineers can replace an existing component with total confidence that the new part will fit the housing and deliver the same performance.
What is the difference between a die spring and a heavy-duty compression spring?
The primary distinction is the wire cross-section and the resulting force density. die springs use rectangular wire to pack more material into the same spatial envelope. Standard heavy-duty compression springs use round wire, which cannot match the force-per-millimetre capacity or the high-cycle fatigue resistance of a dedicated die component.
Do die springs require specific maintenance or lubrication?
They're generally maintenance-free but benefit from light lubrication on the internal guide rod. This reduces friction and heat build-up during high-frequency cycles. In workshops where corrosive fluids are present, you should regularly inspect the epoxy coating to ensure the underlying chrome-vanadium alloy isn't exposed to oxidation.
Why is rectangular wire used instead of round wire in die springs?
Rectangular wire provides a larger cross-sectional area than round wire of the same diameter. This geometry allows the spring to exert significantly higher forces while maintaining a shorter solid height. It maximises the energy storage capacity within the limited space available in modern precision tool sets.
Can SpringXpert Ltd manufacture bespoke die springs for non-standard tooling?
SpringXpert Ltd specialises in the design and manufacture of custom-engineered solutions for unique load requirements. If standard ISO ranges don't meet your specific force or space constraints, our British facility can produce bespoke versions. We use the same high-tensile 50CrV4 alloys to ensure these custom components deliver the same reliability and longevity as our standard stock lines.